



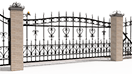


Кованые элементы



















Оформление заказа
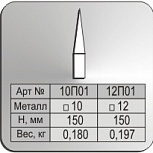
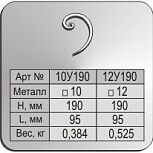
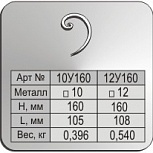
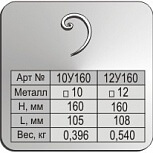
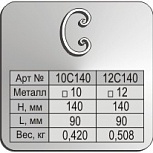
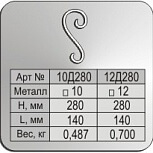
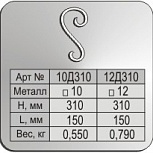
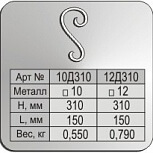
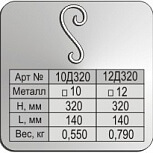
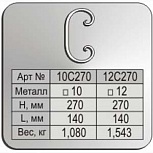
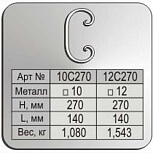
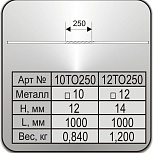
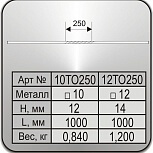
Артикул №ТО250 кв. 12
Кованые элементы - воплоти в жизнь свои мечты и создай сам свой стиль.
Ковка – технологический процесс, при котором форма заготовки изменяется с помощью давления на неё кузнечного оборудования и инструмента. Металл, хорошо поддающийся ковке – сталь, титан, алюминий, медь и их сплавы. Поставляется он в виде слитков, проката разнообразного сечения. Перед кузнечной обработкой прокат режется на заготовки мерной длины.
В итоге мы создаем целый набор отдельных кованых элементов, из которых в дальнейшем собираются целые композиции из металла.
В зависимости от температурного режима проведения технологического процесса, ковка делится на 2 вида:
- холодная ковка – металл куётся без подогрева;
- горячая ковка – заготовка нагревается до определённой температуры.
При горячей ковке у различных металлов имеется собственная ковочная температура нагрева. Например: сталь необходимо нагреть до 1300 °С, а алюминиевый сплав до 400 °С. Такой разброс температур обусловлен тем, что физические и химические показатели материалов разные. Температурные режимные рамки следует обязательно соблюдать, иначе вместо улучшения структурных свойств и качества металла можно получить трещины и раковины в заготовке.
С чего все начинается.
Изделия, после перековки металла называются поковками, и в дальнейшем они, как правило, предназначены для последующей механической обработки.
В зависимости от используемого оборудования, ковка подразделяется на машинную и ручную. Машинная ковка применяется при изготовлении крупных поковок в мелкосерийном производстве. Оборудованием для неё служат паровоздушные и пневматические кузнечные молоты, ковочные машины и пресса. Нагрев заготовок производится в печах. Машинная ковка считается единственным методом производства поковок весом более 100 тонн. Для перемещения заготовок используются мостовые краны, манипуляторы. Из тяжелых и объёмных откованных полуфабрикатов изготавливаются детали для прокатных станов, пароходов, гидрогенераторов и т.д.
При ручной ковке кузнец нагревает заготовку в горне, а затем обрабатывает её на наковальне, используя подручные кузнечные инструменты (кувалду, молоток, клещи и т.д.). Ручная ковка используется при производстве мелкосерийных или единичных партий небольших изделий.
Технологический процесс ковки
Технологический процесс ковки может состоять из следующих операций:
- осадка – высота заготовки уменьшается (S поперечного сечения увеличивается);
- протяжка – удлинение заготовки (S поперечного сечения уменьшается);
- обкатка – поковке придаётся цилиндрическая форма;
- прошивка – пробойником в поковке изготавливаются сквозные отверстия и глухие углубления;
- раскатка – раздаётся внутреннее отверстие, внешний диаметр поковки увеличивается, толщина стенок уменьшается;
- гибка – поковка приобретает изогнутый профиль;
- рубка – заготовка разделяется с помощью топора;
- скручивание – поворот поковки относительно продольной оси.
В процесс ковки изменяется структура металла, устраняются пороки и раковины в заготовке. Но внутри поковки, тем более, если она больших размеров, возникают дополнительные напряжения. Чтобы их снять, изделие после перековки отправляется на отжиг.
Несмотря на развитие новых способов обработки металла, кузнечное ремесло не теряет своей привлекательности. Более того, на сегодняшний день очень популярны изделия, изготовленные художественной ковкой. Современные технологии кузнечной обработки позволяют производить функциональные и эстетически эксклюзивные изделия.